Скажу сразу, фотографий будет мало, т.к. статья не планировалась. Просто прочитав 100500 статей про данное действие хотел поменять линейные подшипники на бронзовые втулки. Думал, что тема уже исчерпывающе раскрыта. Но ожидание и реальность не срослись. Соответственно, нет единой модели на которой можно было бы показать результат до/после. Предпосылками к замене стал шум, люфты и известное всем эхо на печатаемой модели. Скоро будет два года как принтер у меня. Взят он с рук и неизвестно сколько еще проработал у прежнего владельца. Только при мне он пропустил через себя около 5-6 катушек пластика. И за это время подшипники ни разу не менялись и не обслуживались. Естественно, что в подшипниках был люфт, а когда печать была частая и на небольшое расстояние, например, покрытие полоски в 3 мм, то на высоких скоростях стоял дикий дребезг.
Ожидание было таким: просто выкину подшипники LM8UU с осей X и Y, поставлю вместо них бронзовые втулки с графитом, сразу пропадут все небольшие люфты, исчезнет шум, треск и принтер запечатает в 100 раз лучше.
На валы втулки встали отлично и плотно. Наклоняешь вал — втулка очень плавно перекатывается на другую сторону. Идеальное скольжение. На каретке X стоят два подшипника рядом на верхнем валу и один на нижнем. На каретке Y на левом один и на правом два разнесенных на приличное расстояние между собой. Валы перед установкой очищены от всей грязи и повторно отполированы до блеска новых.
Первая проблема возникла при установке каретки X. Сначала надеваю на верхний вал с двумя втулками. Втулки встают в посадочное на каретке плотно, но, видимо, перекашиваются. И с кареткой они катаются уже не так легко, появляются подклинивания. Однозначно следует при такой компоновке заменять две рядом стоящие втулки на одно удлиненную. Кое-как смог настроить для уже не такого идеального, но достаточно хорошего скольжения без подклиниваний.
Закрепить каретку к втулке нижнего вала оказалось сложнее — каретка распирает их и они не скользят совсем. Бронзовые втулки все проверил — отцентрованы отлично, партия хорошая. Каретка около полугода назад распечатывалась мной и менялась, но на подшипниках работала без проблем. Не смотря на то, что каретка моделировалась по фактическому расположению валов, видимо, печать дала какую-то погрешность, смещающую валы чуть наружу. На подшипниках это было не заметно, но скользящая втулка дала об этом знать. В виду сложности определения расстояния смещения и с учетом времени на переделывание модели и печать, было решено снять немного материала с каретки. Делал это смачивая ацетоном и выбирая размякший пластик отверткой. Далее пришлось повозиться с креплением втулки к каретке. Крепление предусмотрено при помощи кабельных стяжек. Но при вытачивании материала центр втулки сместился относительно крепежных отверстий хомутов и сами же хомуты сдвигали втулку.
С кареткой Y все было немного легче. На оси Z смысла менять не вижу. Не те скорости и нагрузки там.
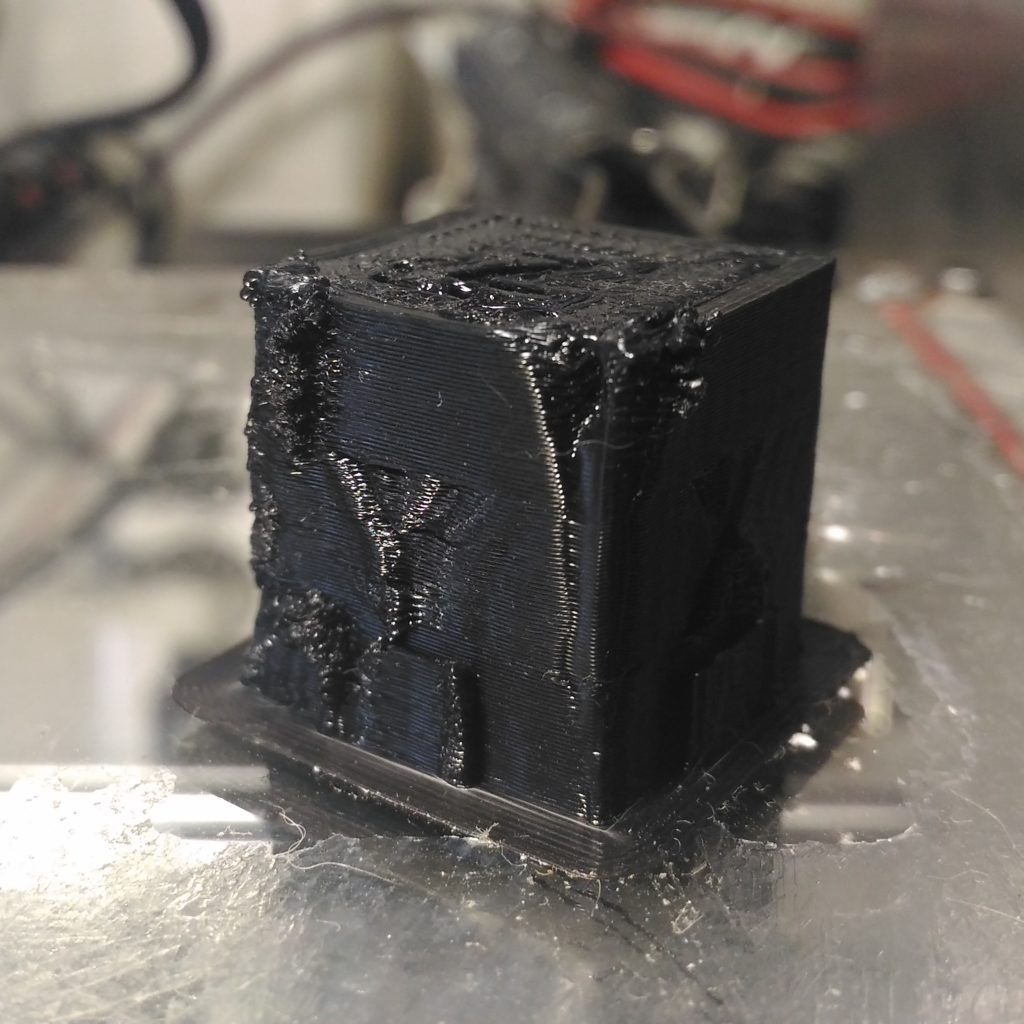
Вот все поставлено, каретки руками катаются достаточно неплохо. Но первая печать оказалась ужасной. Тестовый кубик просто лишился одного из углов. Как мне потом подсказали, дело оказалось в высоком трении покоя. Т.е. для сдвига с места надо сил больше, чем для движения. Получается, есть доля секунды в которую филамент давится, но каретка стоит. Потом в другую долю секунды срывается с места, а затем продолжает плановое движение. Если поставить кубик ромбом, то качество улучшается, т.к. ни одна из горизонтальных осей не производит полную остановку. Нормального скольжения так и не получилось.

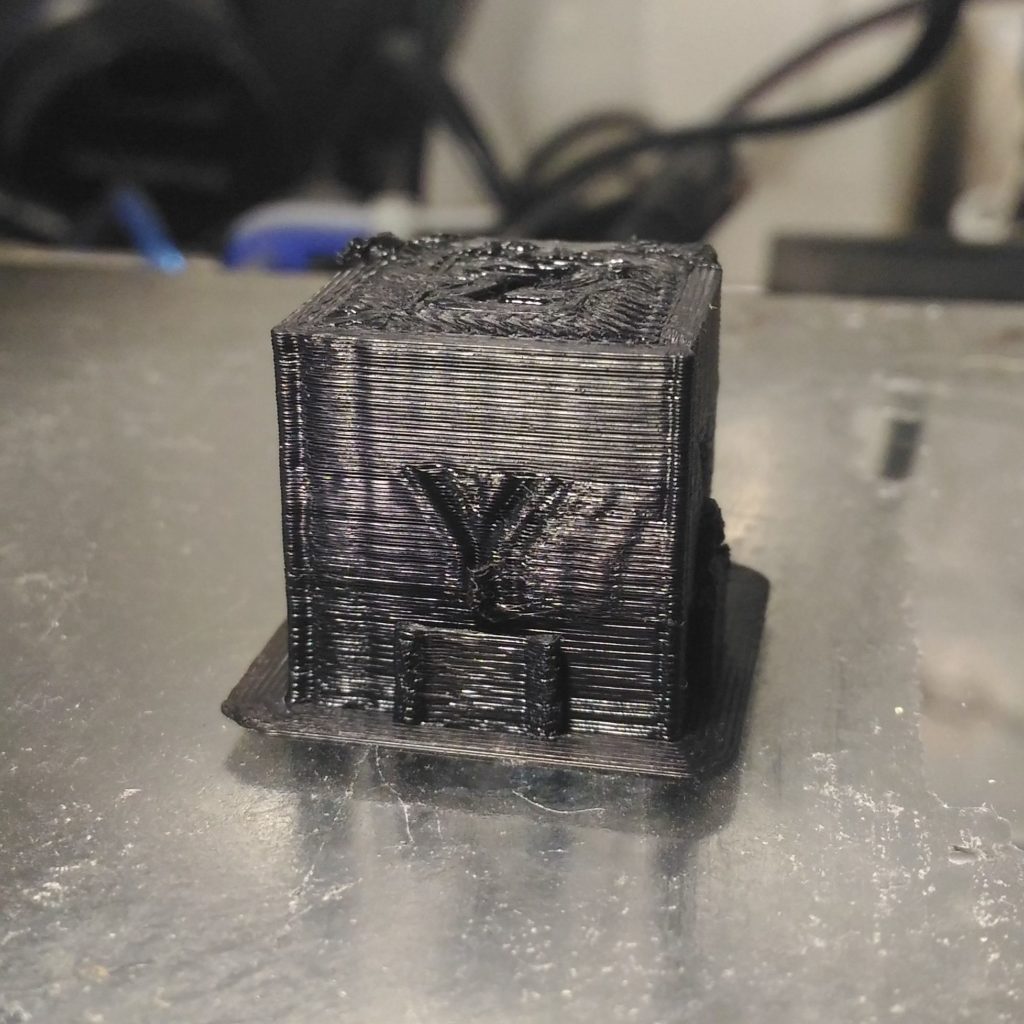
Сторона X+. Видно эхо от буквы. Сама буква смазана. Сильная впадина на углу. первая печать 3D
Стандартно на подшипниках печать велась на скорости 80 мм/с для заполнения, поддержек и внутренних стенок. А для внешних стенок и дна с крышкой — 60-70 мм/с. Ускорение стояло 3000, рывок 10. Первоначально попытки уменьшить значения вплоть до 500 и 5 соответственно, толку не дали. Да и не хотелось поставив бронзовые втулки вместо подшипников получить замедление скорости печати. Не те ожидания были.
Решил попробовать сделать притирку. Несколько дней по вечерам запускал печать тестового кубика габаритами на всю область печати и заполнением 10% гироидом. При этом отключив экструдер. Скорость ставил для всех элементов 100, ускорение 4000 и рывок 40. Время печати около 7 часов, так что можно весь вечер заниматься своими делами, а перед сном просто выключать печать. Принтер при этом трясся как сумасшедший, скорость действительно впечатляющая. Но порадовало, что бронзовые втулки не грохотали, как это делали линейные подшипники даже на меньших скоростях при резкой смене направлений. Куб с гироидом внутри для притирки отличный вариант. Сначала втулки проходят полностью по всему периметру, потом одну ось проходят плавно, а по второй ходят на короткое расстояние рывками вперед-назад. Область прохождения по валу на каждой последующей линии заливки пересекается с областью на предыдущей и делается равное количество проходов. Затем оси меняются.
Два дня такая притирка была на сухую. Потом еще три дня притирал смазывая обильно оси силиконовой спрей-смазкой. Со смазкой оказалось лучше. Не смотря на то, что бронзовые втулки с графитом считаются самосмазывающимися, остающийся на валу графит довольно плотный. Это ощущается при протирании вала салфеткой. После работы с силиконовой смазкой на валу остается весьма жидкая смесь графита и силикона.
После притирки результат печати стал гораздо лучше, но все еще заметны косяки. Тут решил пойти по пути обратному уменьшению параметров — поднимать рывок и ускорение. Всего напечатал около 6 тестовых XYZ-кубиков. Рывок с большими шагами от 5 до 40, ускорение от 500 до 3000. Лучшими из них стали напечатанные с ускорением 1500 и рывком 30 и 40.
В настоящий момент печать ведется с ускорением 1500 и рывком 30. Уже отпечатано несколько деталей для другого принтера, суммарным временем печати порядка 5 часов. Скорость как и раньше 80 и 60 мм/с для внутренних и внешних элементов, соответственно. Принтер почти попадает в расчетное время печати в слайсере. Для детали с расчетным временем 1 час 50 минут, фактическое время печати оказалось 1 час 51 минута.
Share the post "Бронзовые втулки вместо линейных подшипников"








Тоже был опыт использования леопардовых втулок. Настроить действительно сложно, но результат радует. Иногда валы смазываю машинным маслом для лучшего скольжения.
Верно пишите. Сдвинуть втулку сложнее, чем подшипник, трение покоя у нее выше. У нас в цеху тоже есть втулки на станках, только не такие модные, без графита. Смазываем иногда машинным маслом. Точность у них хорошая, но при долгом использовании на скольжение начинают потихоньку растачиваться.
Втулки хороши всем. Но вот когда надо поставить на один вал сразу две, вот тут начинаются проблемы с их центрированием. И если два стоящих рядом подшипника LM*UU еще можно заменить одной втулкой LM*LUU, упростив настройку, то с находящимися на расстоянии друг от друга придется попариться.
ставил однажды втулки на подъемный стол на 4 валах, что могу сказать — пусть лучше громыхают подшипники. Заставить двигаться 4 втулки на разных валах в одной оси равномерно без закусываний просто нереально!