Температура сопла — это первый параметр, который Вы обычно устанавливаете для пластика. Он оказывает огромную роль на удобство печати и визуальное качество детали. Вероятно, он так же оказывает влияние и на прочность получаемых изделий. Но чтобы однозначно в этом убедиться, надо провести эксперимент. Этим мы сейчас и займемся.
Производители часто указывают оптимальный диапазон температур для печати конкретным филаментом. Некоторые просто берут середину этого диапазона и печатают с ним. Но я уверен, большинство из Вас еще не попробовали печатать одну из доступных температурных башен. Для их печати устанавливается в слайсере разная температура сопла для каждого уровня. Обычно я начинаю с самой высокой температуры и постепенно уменьшаю ее до самой низкой. Потому что вероятность неудачной печати, обычно выше при низких температурах. По результату печати температурной башни, выбирается температура, при которой результат выглядит наилучшим образом — без «паутины», с красивыми выступами, перемычками и гладкими поверхностями.
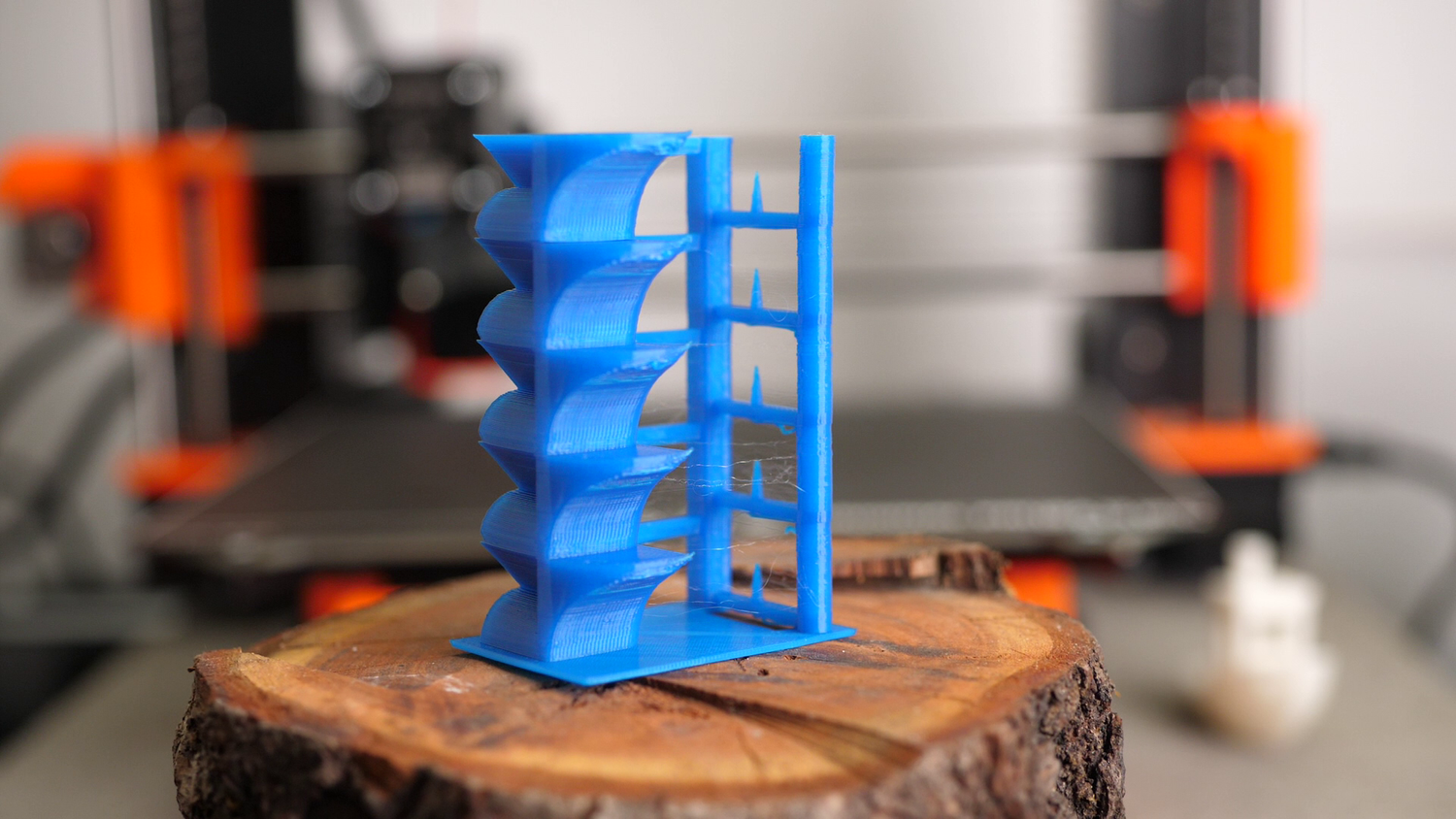
Поскольку в прошлом я уже проводил некоторое исследование по этой теме, я знал, что обычно при более высоких температурах слои лучше спекаются друг с другом. Первое, что я делаю на температурной башне 3DMakerNoobs, которую чаще всего использую, — ломаю шипы пальцами. Это дает понимание прочности печати. Помимо этого очень грубого метода тестирования, я хотел выяснить, всегда ли более горячая печать означает лучшую адгезию слоя или в какой-то момент мы сталкиваемся с выгоранием материала и, следовательно, ослабляем печать.
Подготовка эксперимента
Чтобы проверить это, я напечатал довольно много своих мини-образцов для испытаний на растяжение в их стоячей ориентации. Это позволяет нам позже судить о адгезии слоев. Я напечатал четыре образца для каждой температуры на моем Prusa Mk3. Чтобы узнать, что на самом деле происходит с базовым полимером, я также распечатал горизонтальные образцы, где проверяется только чистая прочность материала. Этот эксперимент охватывает PLA и PETG, оба от одного производителя.
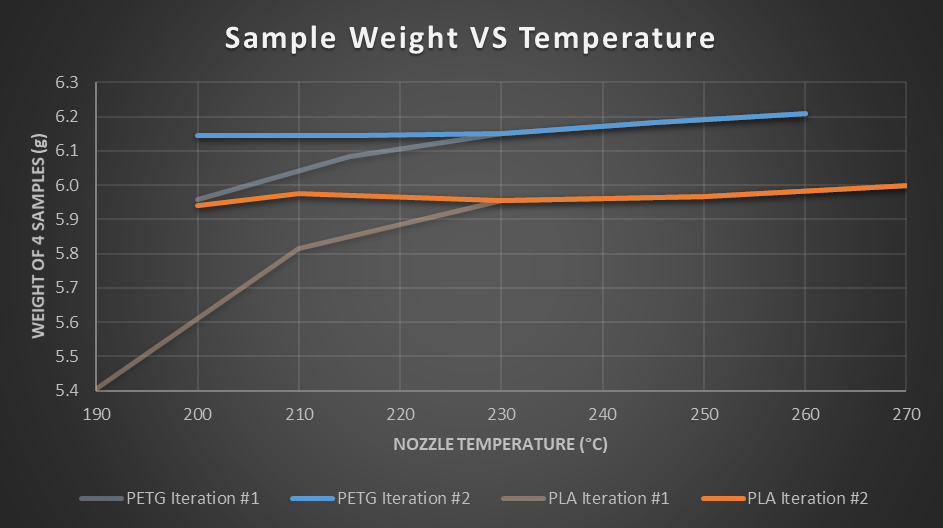
При более низких температурах мы часто сталкиваемся с недостатком материала. При высоких с избытком. Это приводит к тому, что образцы при более высоких температурах сопла становились тяжелее, чем образцы, напечатанные более холодным соплом. Больше материала обычно означает большую прочность. Хотя я учитываю это, измеряя каждый тестовый участок образцов перед тестом, это может иметь другие побочные эффекты. Поэтому после распечатки первого набора образцов, я напечатал вторую партию со слегка отрегулированными настройками потока, чтобы все детали весили одинаково, +/-1%. Для PLA я пробовал температуры экструзии от 190 °C до 270 °C с шагом 20. А для PETG я перешел от 200 °C до 260 °C с шагом 15.
Интересно, что первая серия образцов PLA, напечатанная при 190 °C, была недостаточно экструдированной. Увеличение потока только привело к заклиниванию экструдера. Очевидно, мы находимся прямо у нижнего предела температуры. При различных температурах можно видеть значительные различия во внешнем виде наших моделей. Чем выше температура, тем хуже качество. Я также напечатал 3DBenchies при разных температурах, и они показали то же самое. Великолепные модели при низких температурах. Некоторые материалы даже приобретут матовую текстуру, если получится печатать холодно и быстро. Однако высокотемпературные части довольно волокнистые и даже имеют пустоты и пузырьки на поверхности.
Тест температуры сопла для PLA
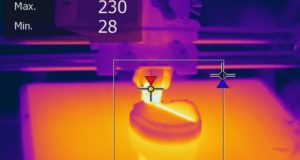
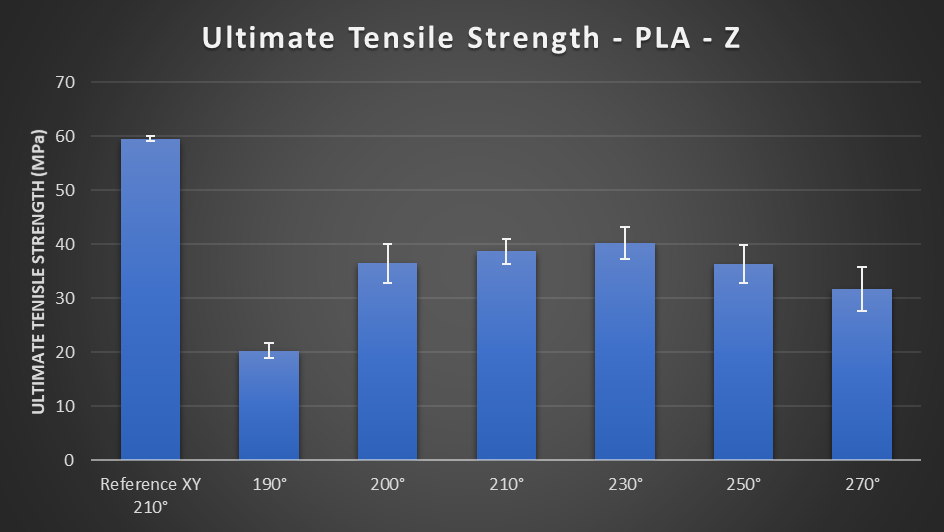
Но начнем с механических испытаний. Образцы были загружены один за другим в универсальную тестовую машину DIY. Затем я нагружал образцы с постоянной скоростью, пока они не вышли из строя. Эталонная прочность напечатанного горизонтально образца PLA составляет около 60 МПа. С более интересными результатами будут образцы, которые я напечатал вертикально. Образцы PLA, для которых температура сопла была на уровне 190 °C, в среднем ломались при 20 МПа. Но имейте в виду, что здесь у меня были некоторые проблемы с экструзией. Затем последовали те, которые были напечатаны при температуре 200 °C. Они уже были значительно прочнее и сломались при 37 МПа. Детали с температурой 210 °C разрушились при 39 МПа и 230 °C при 40 МПа. Теперь стало интереснее. Детали на 250 °C показали падение прочности и выдержали только 37 МПа. Те, которые были напечатаны при максимальной температуре 270 °C, показали худшие результаты в 32 МПа. В общем, довольно интересно получилось.
Тест температуры сопла для PETG
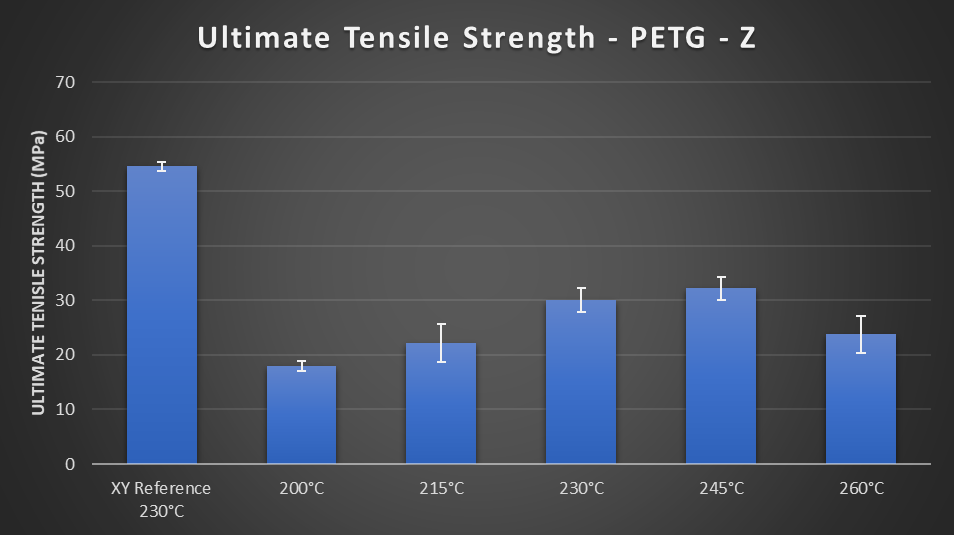
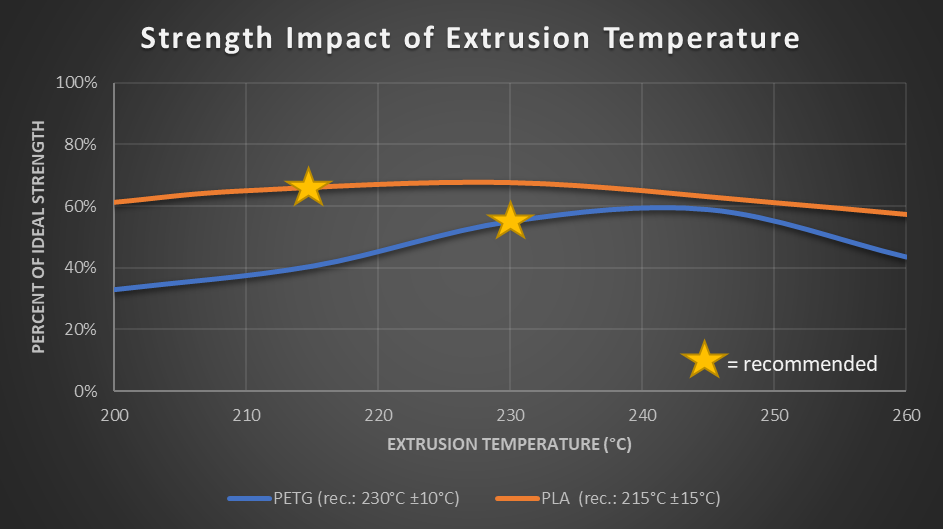
Посмотрим, как с этим обстоят дела у PETG! Эталонная прочность ПЭТГ при печати горизонтально составила 55 МПа. Что немного ниже, чем у PLA, но этот материал является более жестким. Вертикальные образцы из PETG, напечатанные при 200 °C, сломались всего при 18 МПа. Это составляет лишь 1/3 от эталонной прочности. Образцы с температурой 215 °C были прочнее и не выдерживали в среднем 22 МПа. Детали с температурой 230 °C уже показали 55% эталонной прочности и разрушились при 30 МПа. Детали, напечатанные при 245 °C, что уже немного превышает рекомендуемый диапазон производителя моего PETG, были немного прочнее и достигли 60% от эталонной прочности, то есть 32 МПа. Последние образцы, изготовленные при 260 °C, снова оказались слабее и разрушились при 24 МПа.
Результат теста. Оптимальная температура сопла.
Итак, в целом, действительно хорошая кривая зависимости прочности от температуры печати для обоих материалов. Мы можем видеть, что если используется слишком низкая температура сопла, адгезия слоев снижается, потому что новый слой материала слишком холодный, чтобы достаточно прочно сплавиться с существующим материалом. Если мы печатаем слишком высокой температурой сопла, это также ухудшит адгезию слоя. Я не уверен на 100%, почему это так. Раньше думал, что сам материал деградирует, но также тестировал простые горизонтальные образцы при различных температурах. Там изменения прочности не были огромными. Поэтому высокие температуры, похоже, не оказывают заметного влияния на материал. Я думаю, что влага и, следовательно, образование пузырьков могут повлиять на поверхность слоя. Но, возможно, у Вас есть лучшее объяснение этого явления.

В целом, думаю, можно подвести следующие итоги. Если вы хотите оптимизировать внешний вид ваших деталей, лучше переходите к нижнему пределу рекомендованной шкалы температур. Если вы хотите оптимизировать отпечатки по прочности, переходите к верхнему пределу и даже немного выше. Имейте в виду, что испарения из материала также обычно возрастают с повышением температуры, даже до такой степени, что ваш материал может разрушаться. Работа с сухим филаментом всегда должна быть приоритетом. Это может обеспечить стабильные, красивые и хорошие результаты печати даже при повышенных температурах. А как насчет Вас? Как Вы обычно настраиваете свою температуру для различных применений? Дайте нам знать об этом в комментариях.
Данный текст является авторским переводом материала cnckitchen.com
Share the post "Температура сопла и прочность деталей"