В описании FDM 3D принтера почти любого производителя можно встретить такую характеристику, как «скорость печати» и указание этой самой скорости. Естественно, начинающий пользователь выбирает принтер, ориентируясь на нее. Выше скорость печати, быстрее будет печатать — логично же! А потом приходит разочарование, обнаруживается, что у другого пользователя принтер с меньшей скоростью печатает ту же самую деталь быстрее. Как такое возможно? Давайте разберемся.
Скорость механики
В основном скорость указывается в миллиметрах в секунду, т.е. подразумевается скорость перемещения осей. Но у 3D принтера и большинства ЧПУ станков есть так же такие параметры, как Рывок, Ускорение и сама Скорость. И то, как быстро принтер напечатает модель, зависит от всех трех параметров.
Рывок — моментальная начальная скорость движения, получаемая в момент старта оси.
Скорость — максимально разрешенная к передвижению скорость.
Ускорение — собственно, темп набора скорости от рывка до заданной пользователем.
Печать происходит следующим образом: принтер начинает печать со скоростью рывка и с заданным ускорением стремится к установленной пользователем скорости печати, перед углом детали замедляется и затем все повторяется на следующей стороне. Как гоночный автомобиль — разгоняется, замедляется перед поворотом, со скоростью «рывок» проходит поворот и снова разгоняется.

Если мы печатаем квадрат, то принтер четыре раза ускоряется и замедляется. Выходит, что скорость печати 3D принтера не постоянная и меняется в процессе. Достигнет ли принтер заданной скорости, будет зависеть от того, хватит ли принтеру расстояния на разгон. Чем сложнее модель, тем меньше вероятности, что скорость будет достигнута.

Вполне реальна ситуация, когда два принтера с заявленной скоростью 200 мм/с и 100 мм/с напечатают модель за одинаковое время, просто потому что в процессе оба смогут достигнуть максимум 70 мм/с. Даже возможно более медленный принтер напечатает быстрее, если у него выше рывок и ускорение. За одинаковый промежуток времени и расстояние, он сможет достигнуть большей скорости. Об этом я уже писал предыдущей статье про замену линейных подшипников на бронзовые втулки. Втулки уменьшили люфт и позволили увеличить рывок.
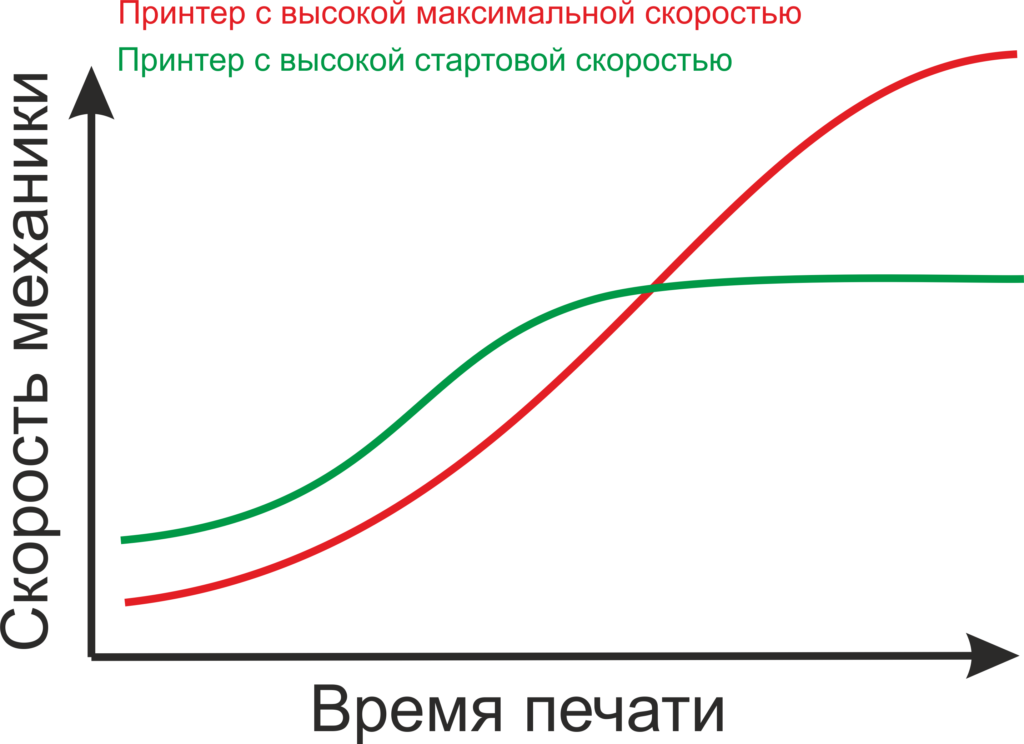
На графике ниже схематичное изображение ситуации когда один принтер по характеристикам быстрее другого, но у другого выше начальная скорость — рывок. Фактически, кто быстрее закончит печать, зависит от того, сколько времени у них есть для набора скорости. Т.е. какого размера и формы модель.
Можно ли увеличить скорость печати 3D принтера?
На первый взгляд, кажется, что достаточно выкрутить Рывок, Ускорение и Скорость на максимум и принтер будет печатать очень быстро. Отчасти это так, двигаться он точно станет быстро. Вот только результат такой печати Вам не понравится. Когда притирал на своем принтере бронзовые втулки, параметры ставил на столько высокие, что печать куба размерами 190*190*190 мм и заполнением 10% оценивалась всего в 7 часов. Вот только при этом трясся не только принтер, но и сам стол, на котором он стоит. Естественно, инерцию никто не отменял и шаталось все, что может в нем шататься.
В этой задаче мы упираемся в возможности механики. Линейные подшипники, например, при резком старте и остановке дают поперечный люфт. Ремни пружинят, создавая продольный люфт. Особенно когда используется пружинный натяжитель ремня. Чем больше масса подвижных частей, тем сильнее это проявляется. Поэтому многие производители 3D принтеров предпочитают легкий боуден-экструдер, но и он имеет свои недостатки.
Когда поставили высокоточные механические части, укрепили максимально раму от возможных расшатываний и дали принтеру возможность действительно быстро перемещать оси, прям очень быстро, то изделия внезапно потеряют качество. Но не так как при люфтах — вместо волн и наплывов, будут тонкие линии и дыры. Да и мотор экструдера как-то странно пощелкивает. Что же произошло? Мы достигли предела производительности хотэнда.
Производительность хотэнда
Хотэнд 3D принтера так же влияет на скорость печати. Тут проблема кроется в количестве пластика, которое он может расплавить и пропустить через себя за единицу времени. Как мы знаем, зона расплава пластикового прутка весьма маленькая, ограничена она высотой нагревательного блока. Выше него термобарьер должен быть холодным и пластик в нем плавиться не должен.
Решением этой проблемы является установка блока увеличенного размера, например, Volcano. Для сравнения, обычный блок E3D имеет зону расплава длиной всего 11,5 мм. У Volcano же зона расплава пластика 20 мм. Соответственно, в продаже для него можно даже найти сопла диаметром более 1 мм.
Что в итоге?
Одни производители и продавцы указывают производительность хотэнда. Другие, скорость перемещения механики. Но ничего из этого не не отображает действительную скорость печати 3Д принтера. Это все только маркетинг. Характеристики реальны теоретически, но Вы их, скорее всего, никогда не достигнете на практике. А реальные средние показатели печати будут на уровне более дешевых принтеров с менее впечатляющими характеристиками.
Скорость печати 3D принтера является совокупностью таких факторов как:
- Скорость перемещения механики
- Производительность хотэнда
- Форма и размер печатаемой модели
В конечном счете, все сводится к тому, за какое время принтер смог напечатать определенную модель, используя определенные настройки печати, определенный пластик , сохранив при этом определенное качество результата.
Сейчас, к сожалению, 3D сообществом не принята и не придумана никакая «эталонная» 3D модель для оценки скорости печати принтера. Тестовые модели для оценки качества печати, точности осей и прочие, есть, а вот для оценки скорости нет. На мой взгляд, это даже не возможно. Если взять несколько абсолютно разных по форме и размерам моделей и несколько разных 3D принтеров, вполне может оказаться, что не будет принтера, который показал лучшее время печати на всех моделях. У одного может быть более высокая начальная скорость и он лучше себя покажет на моделях сложной формы, но ему не хватит максимальной скорости на больших простых моделях. У другого маленькая начальная скорость, но высокая максимальная, которую он сможет достичь на простых моделях.
Поэтому, если хотите с кем-нибудь помериться скоростями, то просто распечатайте один и тот же файл. Причем, не модель, а уже подготовленный к печати в слайсере файл. Так вы выясните, чей принтер быстрее. Но помните, что это не точно.
Share the post "Что такое скорость печати 3D принтера?"







Круги печатает примерно усредненно, а у дельты нет осей в понимании кубика или прюши, поэтому круги она печатает быстрее))
Поэтому дельта быстрее
Только если печатать вазы, для обычных моделей она не быстрее.
А можно как-то ускорить фотополимерный принтер? Используем в стоматологии. Хотелось бы печатать на нем быстрее.
Сомневаюсь, что это как-то возможно без серьезных переделок принтера, да и вообще, что есть широкий простор для увеличения скорости как у FDM. Все же скорость зависит от полимеризации смолы, т.е. ее чувствительности к ультрафиолету и интенсивности ультрафиолетового излучения. Механику то можно заставить двигаться бодрее, но если будет недосвет, то Вы, наверняка, знаете результат.
Спасибо за статью, теперь понятно, почему рабочий Picaso печатает медленнее моего домашнего ультика. А я уж всю голову поломал, пытаясь понять в чем проблема.
Это то, что мне было нужно. Благодарю Вас за помощь в этом вопросе.
И про экструдер не стоит забывать)) Он может просто не успевать проталкивать пруток, драйвер и мотор начнут перегреваться.
Пытался как-то посоревноваться с товарищем в скорости печати. Примерно к подоьному выводу и пришли, только у вас шире. У нас тоже разные модели печатались с разным временем. Но большиснтво все же быстрее на моем))